小于五毫米的角码如何锯出来?
前提是全自动角码锯,其他设备不知道,反正金工和天辰都不行,手切倒是可以,但是速度太慢
已有9个回答
小于五毫米的角码如何锯出来?
前提是全自动角码锯,其他设备不知道,反正金工和天辰都不行,手切倒是可以,但是速度太慢

2021-2-10
压具,底座更换或更改一下

2021-2-21
这个只有压的磨具了,订做一个即可

2021-2-23
根据你的具体规格尺寸需求,让厂商订制一个夹具就可以了。
2021-3-23
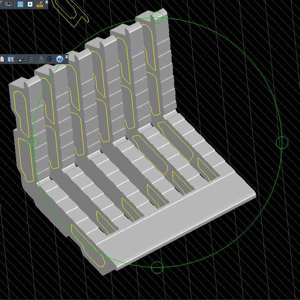
不要将角码锯下来,留一块。然后撕开,多余的用砂轮磨掉。
2021-3-23
如图,不要直接锯断,留多少不锯酌情判断。最后撕下来用砂轮机磨平。
2021-3-24
定制放长压紧夹具,使夹具与锯片缝隙不超过1.5mm,用一块角码短料头放在压具下面,锯切时勤吹铝削,防止铝削进入压具下面使切割的松动倒伏!当切割一段后,把压具前面的角码收拾干净,再把料头放在压具下面继续切割!(料头的作用是防止角码在送料的过程惯性冲击使角码倒伏,以致不能延续切割)

2021-4-9
既然都已经小于5个毫米了为什么还在下料上做文章呢,干嘛不考虑成品角码呢?比如尼龙实心带钢片的,开个模具,量多比加工更便宜,比起锯的,用一半锯屑一半何苦呢?

2021-4-11
天辰3.5的都可以切啊
2021-7-31
用数控角码锯,金迈达的设备就可以